
शार्प-पॉइंट स्क्रू मशीन स्क्रू के समान होते हैं, लेकिन स्क्रू पर लगा धागा सेल्फ-टैपिंग स्क्रू के लिए एक विशेष धागा होता है।इसका उपयोग दो पतले धातु घटकों को एक साथ जोड़कर एक टुकड़ा बनाने के लिए किया जाता है, और घटकों में पहले से छोटे छेद करने की आवश्यकता होती है।इस पेंच की उच्च कठोरता के कारण, इसे सीधे घटक के छेद में पेंच किया जा सकता है, जिससे घटक में एक प्रतिक्रियाशील आंतरिक धागा बनता है।इस प्रकार का कनेक्शन निर्माण एक हटाने योग्य कनेक्शन भी है।


स्पाइक-टेल्ड स्क्रू के लिए तैयारी प्रक्रिया या उत्पादन प्रक्रिया का पहला भाग कॉइलिंग प्रक्रिया है।प्रक्रिया कच्चे माल निर्माता द्वारा खरीदी गई मूल कॉइल है।कॉइल के मुख्य मापदंडों में शामिल हैं: ए, ब्रांड बी, नाम सी, विनिर्देश डी, सामग्री ई, भट्टी संख्या या बैच संख्या एफ, मात्रा या वजन।कार्बन स्टील कॉइल्स की मुख्य रासायनिक संरचना हैं: सी, एमएन, पी, एस, सी, सीयू, अल, जिनमें से सीयू, अल की सामग्री जितनी कम होगी, उतना बेहतर होगा।

स्क्रू के उत्पादन में दूसरी प्रक्रिया तार खींचने की प्रक्रिया है।तार खींचने की प्रक्रिया का उद्देश्य उस तार व्यास को प्राप्त करना है जिसकी हमें आवश्यकता है (उदाहरण के लिए 3.5 मिमी तक तार खींचना)।
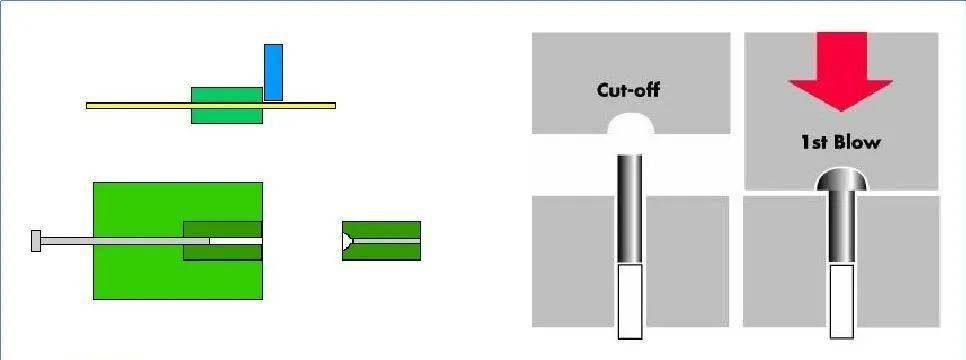


तीसरी प्रक्रिया है कोल्ड हेडिंग (शीर्षक) प्रक्रिया।आकार देने के लिए डाई के बीच परस्पर क्रिया के माध्यम से, पहले तार को काटें, स्क्रू ब्लैंक में उलट-पुलट कर, हेड, क्रॉस ग्रूव (या अन्य हेड प्रकार) थ्रेड ब्लैंक व्यास और रॉड की लंबाई, हेड के नीचे गोलाई आदि बनाएं।
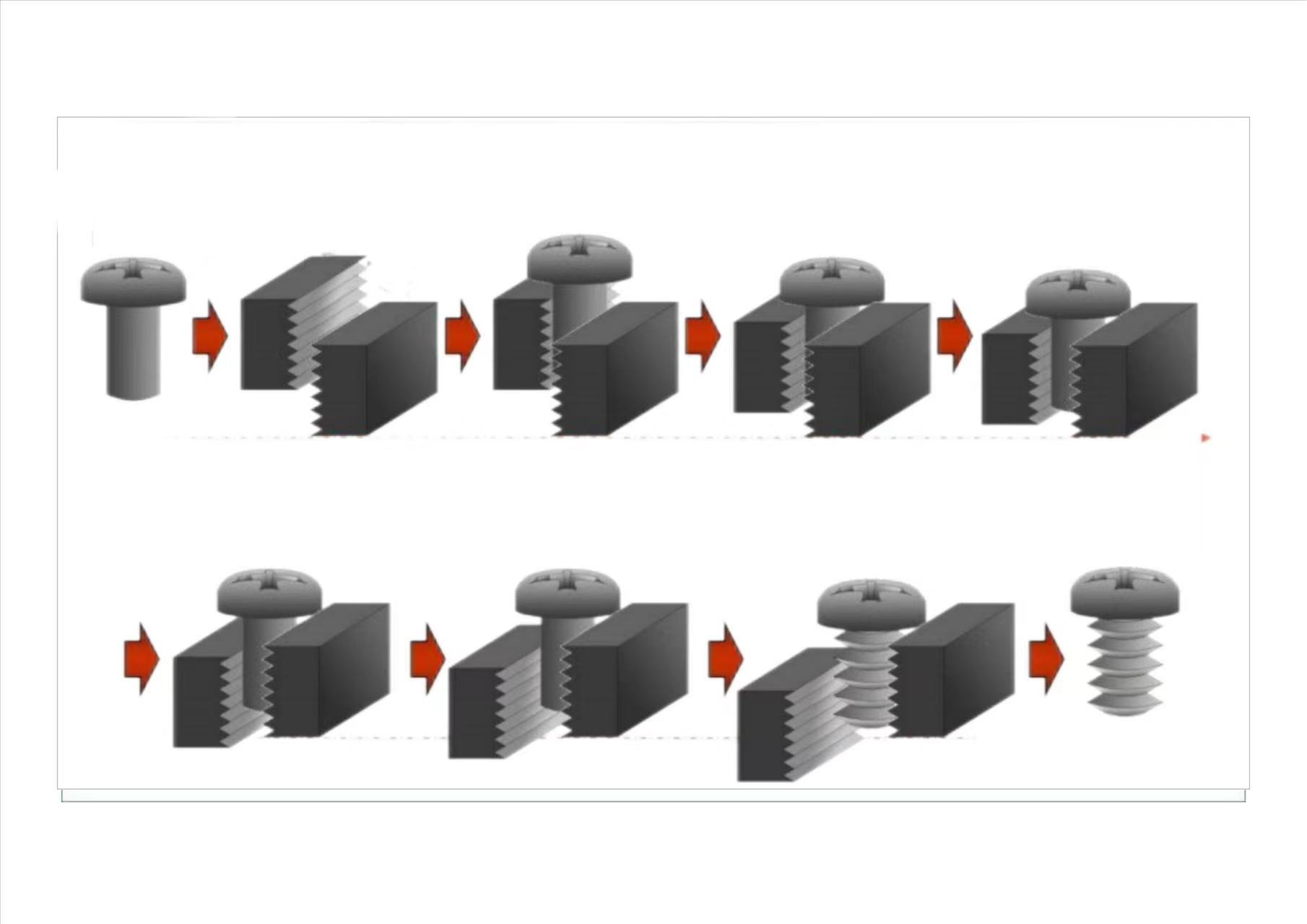
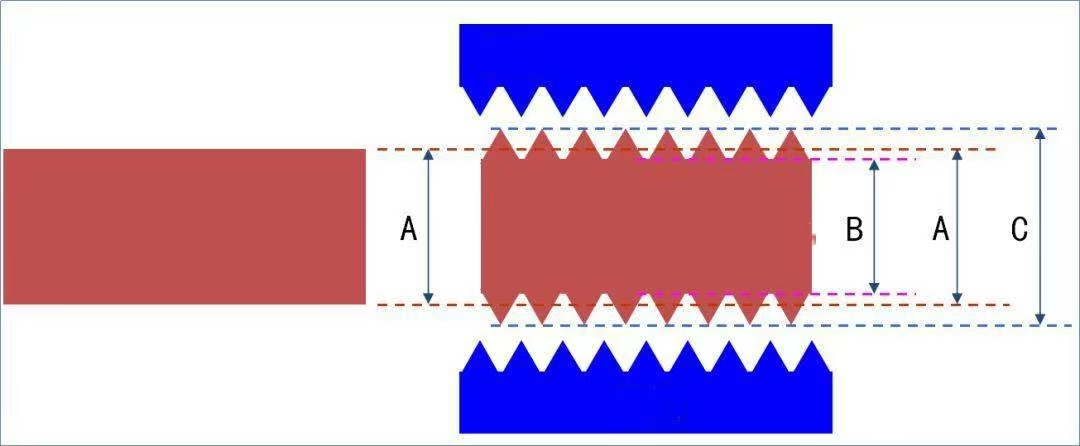

थ्रेड रोलिंग प्रक्रिया उत्पादन की चौथी प्रक्रिया है।थ्रेड्स को कोल्ड हेडिंग ब्लैंक से रोल किया जाता है, और थ्रेड पैटर्न मूवेबल और फिक्स्ड टूथ प्लेटों की परस्पर क्रिया से बनता है।

5、हीट उपचार प्रक्रिया
01. उद्देश्य:
उच्च कठोरता और मजबूती प्राप्त करने के लिए कोल्ड हेडिंग प्रक्रिया में पेंच बनाना
02. भूमिका:
धातु की स्व-टैपिंग लॉकिंग प्राप्त करने के लिए
धातु भागों के यांत्रिक गुणों, जैसे मरोड़, तन्यता, पहनने के प्रतिरोध में सुधार करें
03. वर्गीकरण:
ए. एनीलिंग: (700 ℃ x 4 घंटे): लम्बा संगठन - ऑर्थोगोनल बहुभुजीकरण।
बी. कार्बराइजिंग ताप उपचार (कम कार्बन सामग्री वाली धातु सामग्री के लिए धातु भागों की सतह कठोरता में सुधार के लिए कार्बन जोड़ना)
सी. टेम्परिंग ताप उपचार (धातु में कोई तत्व नहीं मिलाया जाता है, बेहतर यांत्रिक गुण प्राप्त करने के लिए तापमान के परिवर्तन से धातु की आंतरिक संरचना बदल जाती है) ऑस्ट्रेलियाई बाजार के लिए, हमारे पास मजबूत आत्मविश्वास, उत्कृष्ट विदेशी व्यापार सेल्समैन, एक किस्म है उत्पादों की, एक फैक्ट्री के रूप में, उत्पाद वितरण और गुणवत्ता पर सख्त नियंत्रण, एक मौन टीम, आदि, यही कारण हैं कि हम ऑस्ट्रेलियाई बाजार चिप्स के लिए प्रतिस्पर्धा करते हैं।
अंतिम प्रक्रिया सतह उपचार प्रक्रिया है, जिसे चढ़ाना भी कहा जाता है।चढ़ाना के बाद, उत्पाद की सतह वांछित रंग प्रभाव और सतह एंटी-ऑक्सीडेशन चढ़ाना प्रभाव दिखा सकती है।

XINRUIFENG फास्टनर के मुख्य उत्पाद शार्प-पॉइंट स्क्रू और ड्रिल-पॉइंट स्क्रू हैं।
शार्प-पॉइंट स्क्रू में ड्राईवॉल स्क्रू, चिपबोर्ड स्क्रू, सेल्फ टैपिंग स्क्रू, सीएसके हेड के प्रकार, हेक्स हेड, ट्रस हेड, पैन हेड और पैन फ्रेमिंग हेड शार्प-पॉइंट स्क्रू शामिल हैं।
ड्रिल-पॉइंट स्क्रू में ड्राईवॉल स्क्रू ड्रिल पॉइंट, सीएसके हेड सेल्फ ड्रिलिंग स्क्रू, हेक्स हेड सेल्फ ड्रिलिंग स्क्रू, ईपीडीएम के साथ सेल्फ ड्रिलिंग स्क्रू के साथ हेक्स हेड शामिल हैं;पीवीसी;या रबर वॉशर, ट्रस हेड सेल्फ ड्रिलिंग स्क्रू, पैन हेड सेल्फ ड्रिलिंग स्क्रू और पैन फ्रेमिंग सेल्फ ड्रिलिंग स्क्रू।
उत्कृष्ट गुणवत्ता, प्रतिस्पर्धी मूल्य और समय पर डिलीवरी हमारी सफलता के तीन स्तंभ हैं।और हम एक दीर्घकालिक साझेदारी स्थापित करना चाहते हैं और अपने सभी ग्राहकों के साथ जीत हासिल करना चाहते हैं।
पोस्ट समय: जून-28-2023